be_converted
ООО "Лазерпак"
Все права защищены
Все права защищены
ШТАМПЫ ДЛЯ ВЫСЕЧКИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ
Особенность технологии высечки коррексов, контейнеров и блистерной упаковки заключается в том, что вырубка готовых изделий осуществляется из 3-мерной заготовки (отформованного листа пластика с объемными готовыми изделиями

Cutting dies for plastic containers
Особенность технологии высечки коррексов, контейнеров и блистерной упаковки заключается в том, что вырубка готовых изделий осуществляется из 3-мерной заготовки (отформованного листа пластика с объемными готовыми изделиями

Варианты вырубной оснастки (штамп+высечная плита) для высечки коррексов, контейнеров и блистерной упаковки по типу позиционирования готовых изделий:
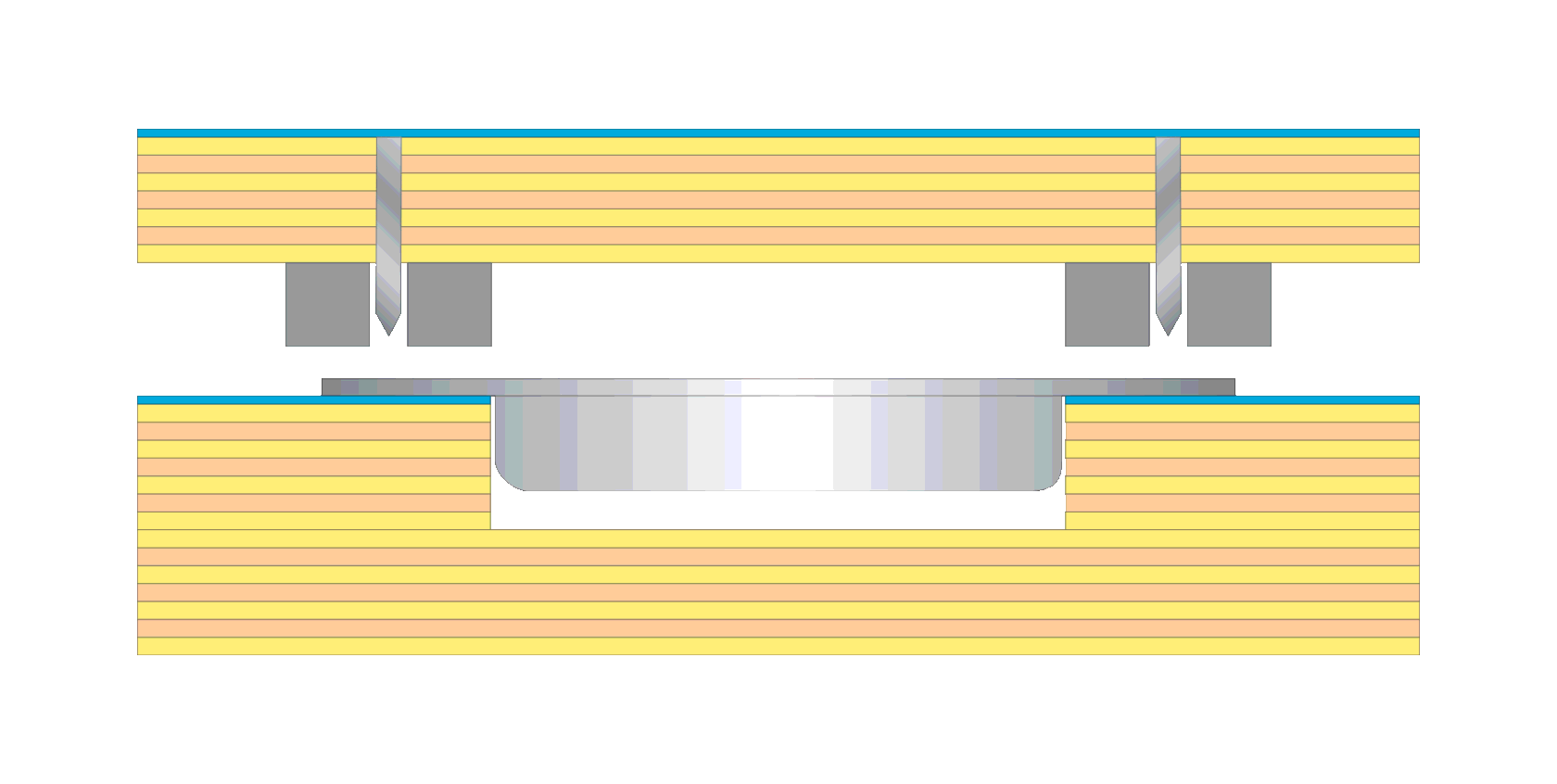
1. отверстия для позиционирования объемной (выпуклой) части готовых изделий вырезаются в высечной плите, которая изготавливается в комплекте со штампом (Рис. 4).
2. соответствующие отверстия изготавливаются в штампе (рис.3).
В 1-ом варианте роль кондуктора для листа с отформованными изделиями выполняет ответная наборная высечная плита, а во 2-ом – сам штамп.
2. соответствующие отверстия изготавливаются в штампе (рис.3).
В 1-ом варианте роль кондуктора для листа с отформованными изделиями выполняет ответная наборная высечная плита, а во 2-ом – сам штамп.
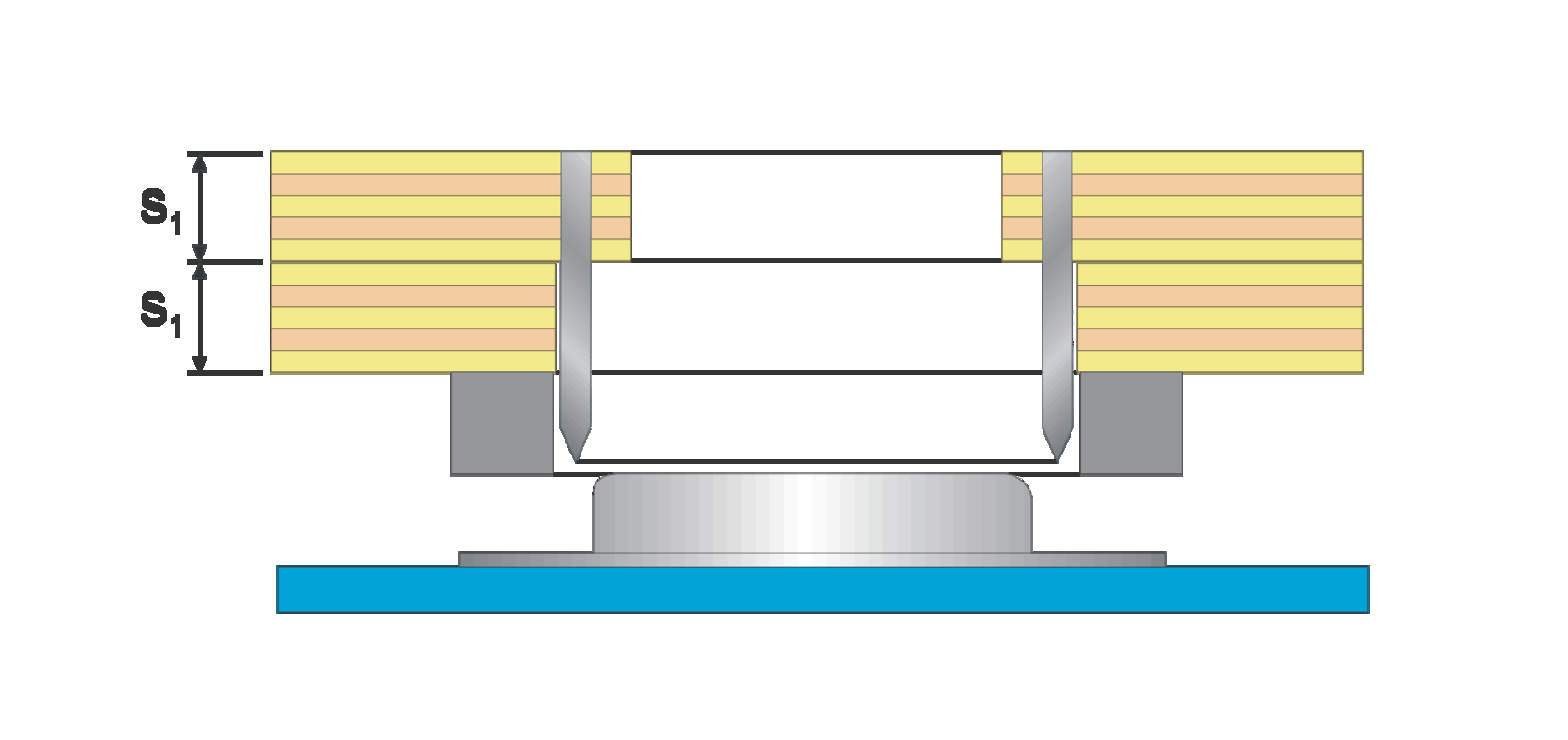
Во втором варианте штамп изготавливается в виде «слоеного пирога», состоящего из нескольких слоев фанеры и стальных листов между ними.
Подобная технология является оптимальной с точки зрения «цена+качество». В фанерном основании штампа на лазерном станке прорезаются пазы, в которые устанавливаются соответствующим образом отформованные ножи. Промежуточные стальные листы обеспечивает механическую прочность собранного штампа.
Толщина основания штампа («слоеного пирога») и высота применяемых ножей зависит от глубины готовых изделий.
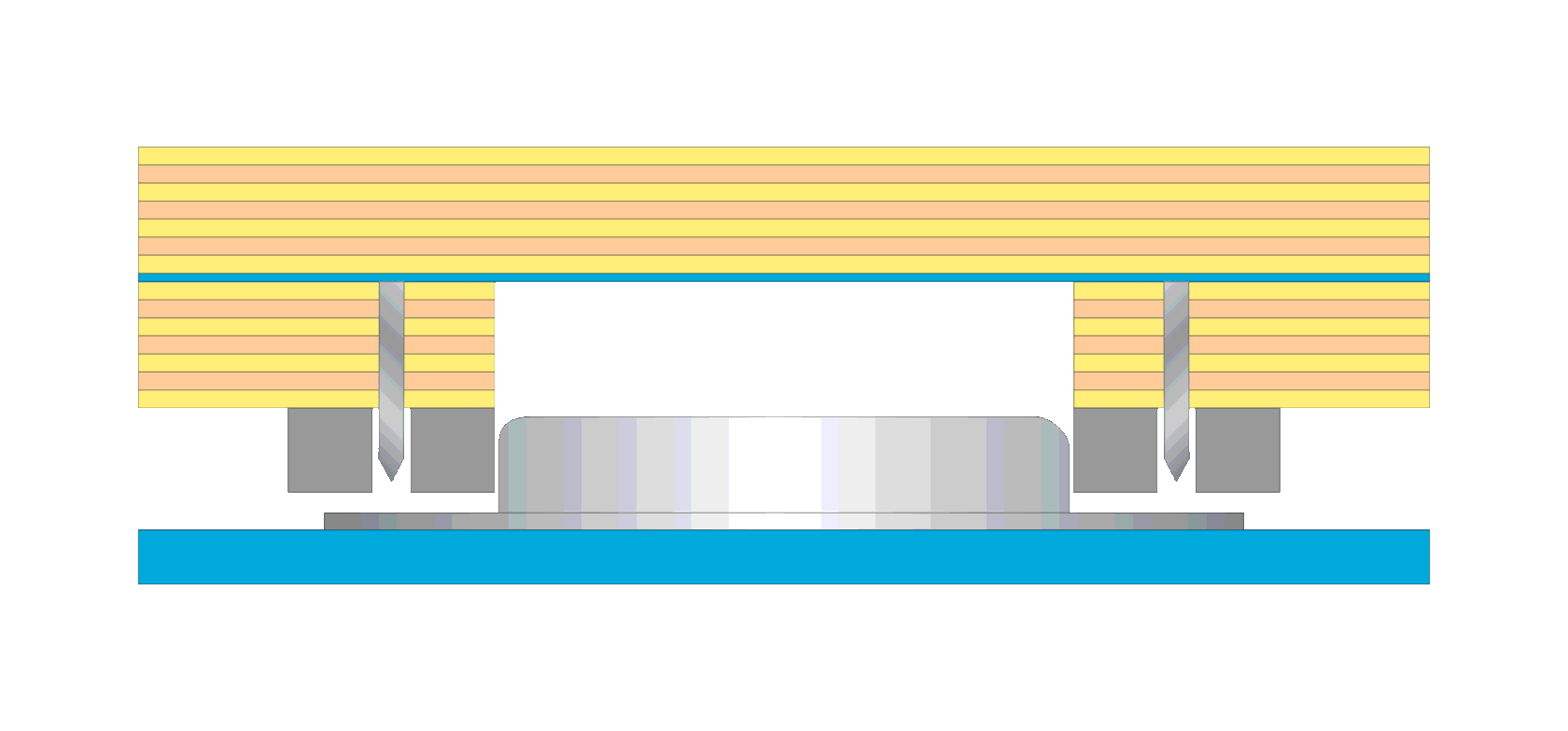
Вырубная оснастка по варианту 1 более технологична (соответственно дешевле), так как допускает применение ножей 23,8*2pt. Основание штампа изготавливается из одного слоя фанеры, задняя сторона которого усиливается стальным листом. Толщина ответной наборной высечной плиты определяется глубиной готового изделия, как и штампа во 2-ом варианте. Рабочая поверхность плиты усиливается покрывным стальным листом, что повышает тиражестойкость оснастки.
Для увеличения прочности замкнутого режущего контура ножи свариваются в местах стыков.
Возможен вариант торцевого крепления ножей через к фанерному основанию через сиальные пуклевки . Эта технология позволяет использовать максимальный размер кондуктора
Толщина основания штампа («слоеного пирога») и высота применяемых ножей зависит от глубины готовых изделий.
Вырубная оснастка по варианту 1 более технологична (соответственно дешевле), так как допускает применение ножей 23,8*2pt. Основание штампа изготавливается из одного слоя фанеры, задняя сторона которого усиливается стальным листом. Толщина ответной наборной высечной плиты определяется глубиной готового изделия, как и штампа во 2-ом варианте. Рабочая поверхность плиты усиливается покрывным стальным листом, что повышает тиражестойкость оснастки.
Для увеличения прочности замкнутого режущего контура ножи свариваются в местах стыков.
Возможен вариант торцевого крепления ножей через к фанерному основанию через сиальные пуклевки . Эта технология позволяет использовать максимальный размер кондуктора